全国统一咨询热线
18015000013 18961433301

全国统一咨询热线
18015000013 18961433301
免费咨询热线
18015000013加工中心主轴维修故障排除法
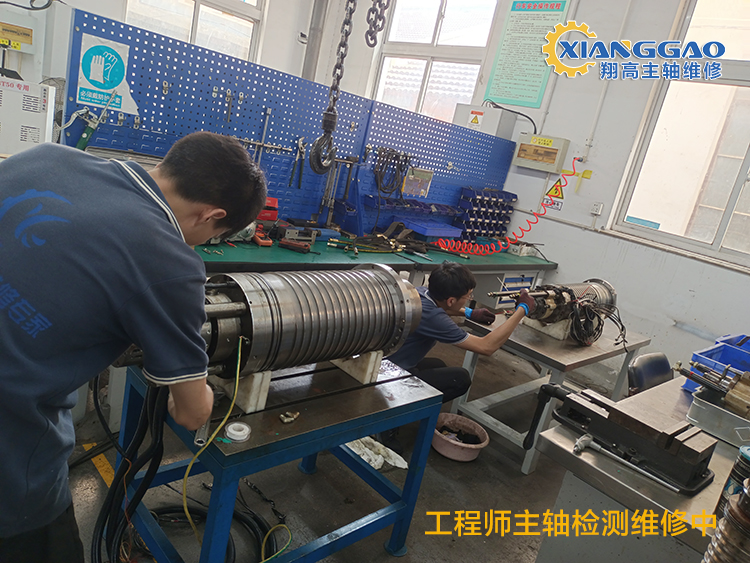
在介绍加工加工中心主轴维修之前,首先给大家上几个翔高公司关于加工中心主轴维修的客户维修实例


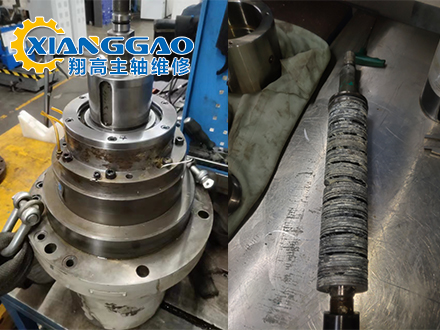
台湾惟隆BT30直结式主轴维修
更多加工中心主轴维修实例 请点击访问http://meiluntech.com/cncwx/
1.立式加工中心镗孔精度下降,圆柱度超差,主轴发热,噪声大,但用手拨动主轴转动阻力较小。
(1)故障技术分析:主轴部件解体拆卸检查。
发现故障原因如下:
①主轴轴承润滑脂内混有粉尘和水分,这是因为加工中心用的压缩空气没有使用和配备精滤和干燥装置,所以导致气动吹屑时少量粉尘和水气窜入主轴轴承润滑脂内,造成润滑不良,导致发热且有噪声;主轴内锥孔定位表面有少许碰伤,锥孔与刀柄锥面配合不良,有微量偏心;
②前轴承预紧力下降,轴承游隙变大;
③主轴自动夹紧机构内部分碟形弹簧疲劳失效,刀具未被完全拉紧,有少许窜动。
(2)故障处理:更换前轴承及润滑脂,调整轴承游隙,轴向游隙0.003mm,径向游隙士0.002mm;自制简易研具,手工研磨主轴内锥孔定位面,用涂色法检查,保证刀柄与主轴定心锥孔的接触面积大于85%;更换碟形弹簧。将修好的主轴装回主轴箱,用千分表检查径向跳动,近端小于0.006mm,远端150mm处小于0.010mm。试加工,主轴温升和噪声正常,加工精度满足加工工艺要求,故障排除。
(3)改进措施:
①增加压缩空气精滤和干燥装置,过滤器要定期排水,定期清洗或更换滤芯;
②随时检查主轴锥孔、刀柄的清洁和配合状况,检查空气干燥器工作是否正常;
③合理安排加工工艺,避免材料切除率陡变;
④严禁超负荷运行,有故障应及时报修,不得带病运行。
主轴维修实例
2.主轴部件的拉杆钢球损坏
(1)故障现象:立式加工中心主轴内刀具自动夹紧机构的拉杆钢球和刀柄拉紧螺钉尾部锥面经常损坏。
(2)故障分析:检查发现,主轴松刀动作与机械手拔刀动作不协调。这是因为限位开关挡铁装在气液增压缸的气缸尾部,虽然气缸活塞动作到位,增压缸活塞动作却没有到位,致使机械手在刀柄还没有完全松开的情况下强行拔刀,损坏拉杆钢球及拉紧螺钉。
(3)故障处理:清洗增压油缸,更换密封环,给增压油缸注油,气压调整至0.5~0.8MPa,试用后故障消失。
(4)主要改进措施如下:
①定期检查并清洁气液增压油缸,监测刀具自动夹紧机构各部分的运行状况,及时消除故障隐患;
②定期检查调整气压和液压系统压力,检验液压油质,如氧化变质应及时更换。
维修CNC加工中心机床主轴-可以选择55世纪 我们是您身边的主轴维修服务商 10年丰富经验,品质值得信赖!快速响应 修复周期短 专业维修厂家 事半功倍 省时省力省心!
3.主轴部件的定位键损坏
(1)故障现象:立式加工中心换刀时冲击响声大,主轴前端拨动刀柄旋转的定位键局部变形。
(2)故障分析:响声主要出现在机械手插刀阶段,故障初步确定为主轴准停位置误差和换刀参考点漂移。本机床采用霍尔元件检测定向,引起主轴准停位置不准的原因可能是主轴准停装置电气系统参数变化、定位不牢靠或主轴径向跳动超差。首先检查霍尔元件的安装位置,发现固定螺钉松动,机械手插刀时刀柄键槽未对正主轴前端定位键,定位键被撞坏。
主轴换刀参考点接近开关的安装位置同样有松动现象,使换刀参考点微量下移,刀柄插人主轴锥孔时锥面直接撞击主轴定心锥孔,产生异响。
(3)故障处理:调整霍尔元件的安装位置后拧紧并加防松胶。重新调整主轴换刀参考点接近开关的安装位置,更换主轴前端的定位键,故障消失。
(4)改进措施:定期检查清洁主轴准停装置和主轴换刀参考点定位装置,注意观察刀柄插入主轴锥孔时的状态,及时消除故障隐患。
翔高主要维修项目包括:主轴轴承更换,主轴拉爪,主轴拉杆,主轴弹簧碟片更换,主轴锥孔研磨,主轴动平衡,电主轴线圈重绕。
全国咨询热线
18015000013
手机:18015000013 庞小姐
手机:18961433301 沈先生
电话:0519-81198122
邮箱:2508548560@qq.com
地址:江苏省常州市武进区卢西工业园3号路3号
55世纪主营:刀塔维修,减速机维修,电主轴维修,现场动平衡校正,进口机床主轴维修,主轴改中心出水,进口主轴维修,锥孔研磨,进口电主轴维修,四轴维修
主营地区:马鞍山 合肥 潍坊 济南 徐州 南通 南京 青岛 常州 苏州 无锡 嘉兴 泰州 上海 石家庄 湖州 台州 烟台 莱州 芜湖 泰安 淄博 盐城 扬州 温州 长沙 武汉 德州 洛阳 郑州 廊坊 沈阳 唐山 邢台 新乡 济宁 张家口 北京 天津

Copyright © 202455世纪 版权所有 备案号:
网站地图 技术支持:翔高主轴维修服务中心