全国统一咨询热线
55世纪18015000013 18961433301

全国统一咨询热线
55世纪18015000013 18961433301
免费咨询热线
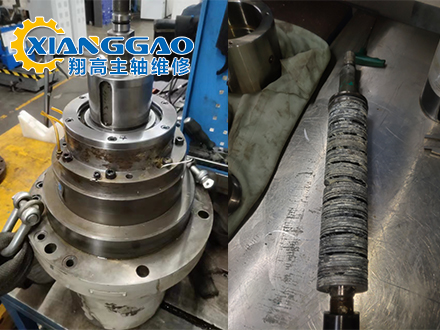
18015000013主轴维修能优化您的主轴性能,以提高生产率、缩短停机时间和减少维护成本,同时增加主轴的可靠性,打开主轴箱,拆卸主轴部件,因为数控的主轴结构复杂、零部件较多,拆下的零部件应按顺序编号,然后再逐件进行清洗、检测,更换失效零件。

机床在使用多年后,锥孔由长期受力,铁屑在孔内没有清理干净,加工不等程度的撞机等,使锥孔精度下降,经检测棒测量跳动很大,甚至可达二三十条,会产生以下影响。影响加工精度:加工外圆圆变小,加工内圆圆变大,锥孔也不准;加工表面粗糙度不良,主轴转动时刀具偏摆,工件表面有振刀痕迹,表面粗糙度下降。刀具寿命明显缩短,经常断力;主轴寿命大大缩短,噪音大,相关零件损坏。
一、主轴不平衡的原因:
a.机床主轴连接刀架和复合刀具的组织存在不对称规划或螺纹接头。
b.主轴、刀柄、刀具材料质量散布不均;各环节(主轴、刀柄、刀柄、刀具)组合时的差错。
c.由机床主轴轴承或轴承和组织装配引起的差错。
二、主轴维修中什么是“不平衡”?
55世纪 a.静不平衡:转子中点违背轴线。在固定转子上,这一点很容易丈量。原因是在这个方位上方,离心力垂直于轴。在一个稳定可靠的环境中,咱们可以很容易地选择任何一个平面来消除这种不平衡。但这种静态平衡力可能会转化为其他不平衡力。
55世纪 b.力偶不平衡:转子中点沿轴线的方位。这种力只能在旋转的转子中丈量。因为它发作在旋转时的倾斜时间,当没有侧向力时,这两个不平衡质量产生的离心力可以彼此抵消。
c.动不平衡:静不平衡和偶不平衡的结合。这是当机床主轴与刀架一起旋转时发作的状况。
三、主轴维修中什么是平衡?
a.所谓平衡,就是用刀柄转动刀具后,用这种方法来弥补刀具质量的不对称散布。
b.单平面平衡(静平衡):弥补静部不平衡,但不能消除剩下动不平衡的力偶不平衡。双平面平衡(动态平衡):彻底消除所有不平衡(包括静态和动态不平衡)。
全国咨询热线
55世纪18015000013
手机:18015000013 庞小姐
手机:18961433301 沈先生
55世纪电话:0519-81198122
55世纪邮箱:2508548560@qq.com
55世纪地址:江苏省常州市武进区卢西工业园3号路3号
主营:刀塔维修,减速机维修,电主轴维修,现场动平衡校正,进口机床主轴维修,主轴改中心出水,进口主轴维修,锥孔研磨,进口电主轴维修,四轴维修
主营地区:马鞍山 合肥 潍坊 济南 徐州 南通 南京 青岛 常州 苏州 无锡 嘉兴 泰州 上海 石家庄 湖州 台州 烟台 莱州 芜湖 泰安 淄博 盐城 扬州 温州 长沙 武汉 德州 洛阳 郑州 廊坊 沈阳 唐山 邢台 新乡 济宁 张家口 北京 天津55世纪

Copyright © 202455世纪 版权所有 备案号:
网站地图 技术支持:翔高主轴维修服务中心